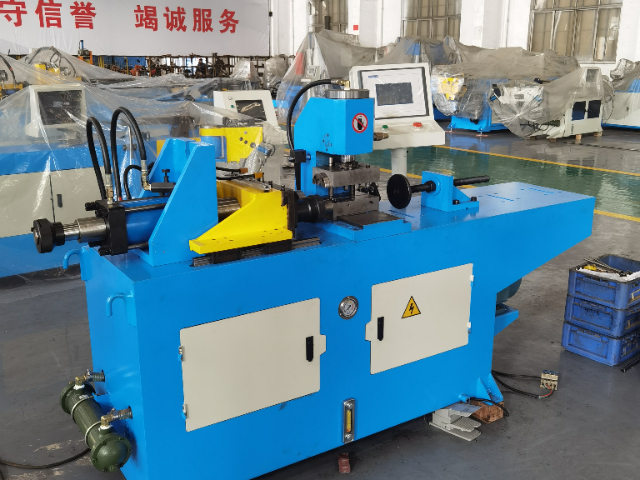
蘇州全自動縮管機持久耐用
縮管機的結構由動力系統、傳動系統、模具系統與控制系統四大模塊構成,各模塊的協同作業決定了設備的加工性能。動力系統通常采用液壓泵或伺服電機,前者以高壓油液傳遞動力,適合大噸位加工;后者通過電機直接驅動,具有響應速度快、控制精度高的優勢。傳動系統將動力轉化為模具的直線運動,液壓傳動通過油缸推動模具,機械傳動則依賴齒輪齒條或曲柄連桿機構,其選擇需根據加工節奏與穩定性需求權衡。模具系統是關鍵執行部件,由動模、定模與導向裝置組成,動模與定模的配合間隙需控制在微米級,導向裝置則確保模具運動軌跡的直線度,避免縮徑后管材偏心。控制系統作為“大腦”,通過傳感器實時監測壓力、位移等參數,自動調整加工節奏,實現閉環控制。縮管機在紡織機械氣動管路接頭制造中應用廣。蘇州全自動縮管機持久耐用
縮管機的加工質量穩定性也是其備受認可的原因之一。在金屬加工過程中,加工質量的穩定性直接影響到產品的使用性能和壽命。縮管機通過精確的模具匹配、高精度的控制系統和穩定的液壓系統,確保了每一根管材在加工過程中都能夠保持一致的變形程度和尺寸精度。這種加工質量的穩定性使得縮管機加工出的管材能夠滿足各種嚴苛的使用要求,普遍應用于高級制造領域。同時,穩定的加工質量也減少了后續工序的調整和返工,降低了生產成本,提高了企業的經濟效益。遼寧鋼管縮管機如何選擇縮管機配備冷卻系統,防止管材因摩擦過熱影響性能。

模塊化設計是縮管機提升生產靈活性的重要手段。通過將設備劃分為動力模塊、傳動模塊、模具模塊與控制模塊,用戶可根據生產需求快速組合不同模塊,實現設備功能的定制化。例如,小型企業可選擇基礎動力模塊與標準模具模塊,滿足常規管材加工需求;大型企業則可升級至高性能動力模塊與多工位模具模塊,實現高速、多品種生產。模塊化設計還簡化了設備維護與升級流程,當某一模塊出現故障時,可快速更換備用模塊,減少停機時間;當生產需求變化時,只需更換部分模塊即可擴展設備功能,降低企業設備更新成本。這種“樂高式”的設計理念,使縮管機能夠更好地適應市場動態變化。
隨著工業4.0的發展,縮管機的電氣控制系統正從傳統PLC控制向智能化、網絡化方向升級。升級路徑之一是引入工業以太網通信技術,通過Profinet、EtherCAT等協議實現設備與上位機、其他生產單元的數據交互,構建數字化生產線,實現加工參數遠程監控與調整。另一升級方向是集成機器視覺系統,在設備進料口安裝高清攝像頭,實時采集管材圖像,通過圖像處理算法識別管材直徑、橢圓度等參數,自動調整模具位置與縮徑量,實現“一管一參數”的個性化加工。此外,開發故障預測與健康管理(PHM)模塊,通過傳感器實時監測設備振動、溫度、電流等信號,結合大數據分析算法預測液壓泵、電機等關鍵部件的剩余壽命,提前安排維護計劃,減少非計劃停機時間。縮管機可實現較小縮徑率達30%以上的高變形加工。

縮管機的能耗管理是現代制造業關注的重點。液壓型縮管機通過變頻技術調節電機轉速,使液壓泵輸出壓力與實際需求匹配,避免能源浪費;機械傳動型縮管機則通過優化齒輪組設計,減少傳動過程中的摩擦損耗,提升能量傳遞效率。環保特性方面,縮管機采用干式加工工藝,無需使用冷卻液,避免了切削液對環境的污染;其無切屑加工特性也減少了金屬廢料的產生,符合循環經濟理念。此外,部分縮管機配備能量回收系統,將制動過程中的動能轉化為電能儲存,進一步降低設備能耗。通過能耗管理與環保設計的雙重優化,縮管機在提升生產效率的同時,也為企業降低了運營成本與環境負擔。縮管機在實驗室設備、分析儀器管路連接中要求高。廣州鋼管縮管機定做
縮管機可實現自動化連續作業,提升批量生產效率。蘇州全自動縮管機持久耐用
縮管機作為金屬加工領域的基礎設備,其行業地位體現在對制造業產業鏈的支撐作用。從汽車排氣管到航空航天液壓管路,從工程機械液壓油管到建筑五金裝飾管,縮管機生產的管材連接件是各類設備正常運行的關鍵部件。其制造價值不只在于設備本身的技術含量,更在于通過高精度、高效率的加工能力,推動下游了行業的產品升級與成本優化。例如,縮管機實現的無縫管路連接,提升了汽車尾氣排放系統的密封性,助力環保標準升級;其輕量化管材加工能力,則為航空航天器減重增效提供了技術保障。縮管機的存在,使金屬管材加工從粗放型向精密型轉型,成為現代制造業高質量發展的重要推動力。蘇州全自動縮管機持久耐用
- 張家港微型縮管機方案報價 2025-11-07
- 深圳基本款切鋁機廠家價格 2025-11-07
- 深圳小型縮管機多少錢一臺 2025-11-06
- 山東小型彎管機公司 2025-11-06
- 北京德宇機械倒角機 2025-11-06
- 遼寧新款切鋁機定做 2025-11-06
- 張家港伺服彎管機供應商 2025-11-06
- 山東鋁合金縮管機提供商 2025-11-06
- 浙江圓鋸切鋁機批發價格 2025-11-06
- 北京全自動切管機排行榜 2025-11-06
- 太倉銷售熱噴嘴均價 2025-11-07
- 直角坐標系機械手系列TOYO機器人代理商 2025-11-07
- 環保移液器用戶體驗 2025-11-07
- 四川液壓防汛擋水板 2025-11-07
- 姑蘇區新能源隔振系統 2025-11-07
- 陜西風閥特點 2025-11-07
- 常州蝶閥和電站閥尺寸 2025-11-07
- 封裝推拉力機電阻元件剪切力機剪切力測試機生廠商 2025-11-07
- 臺州穿梭式貨架市場報價 2025-11-07
- 安徽數控車床價格 2025-11-07