-
廣東眾塑 pla 快遞緩沖材料亮相:破除物流包裝污染難題
-
廣東眾塑 pla 文具系列上市:為學(xué)生群體打造 “環(huán)保學(xué)習(xí)裝
-
廣東眾塑 pla 一次性餐盒推出:餐飲外賣 “綠色包裝” 新
-
廣東眾塑pla 花盆系列面市:提供 “可降解” 種植新選
-
廣東眾塑 pla 兒童餐具套裝上市:食品級(jí)材質(zhì) + 高性價(jià)比
-
廣東眾塑 pla 膜袋全新登場(chǎng):替代傳統(tǒng)塑料袋
-
廣東眾塑 pla 一次性刀叉勺上市:餐飲環(huán)保新選擇
-
廣東眾塑 pla 馬桶蓋重磅面市:解決傳統(tǒng)塑料蓋污染痛點(diǎn)
-
廣東眾塑 pla 3D 打印材料全新上市:高性價(jià)比賦能創(chuàng)意
-
廣東眾塑持續(xù)發(fā)力,推動(dòng) pla 聚乳酸在彩妝包裝領(lǐng)域廣泛應(yīng)用
蘇州便捷式精密模具維保
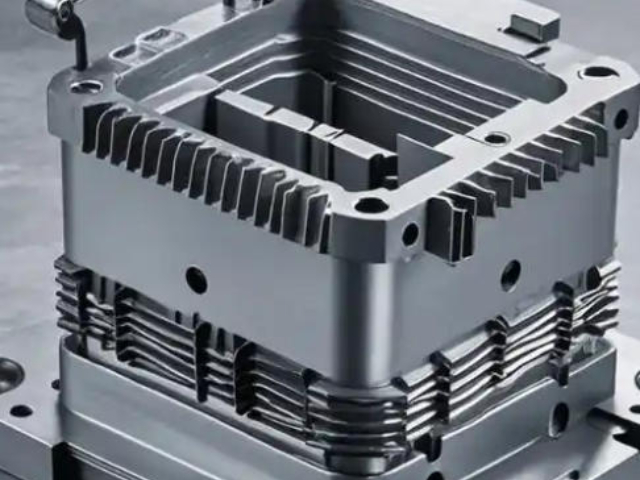
模具的原材料的控制從下列幾方面進(jìn)行:1、宏觀檢驗(yàn)化學(xué)成分對(duì)保證鋼材的性能是決定性的,但成分合格,不能***來說明鋼材性能,由于鋼材內(nèi)部組織和成分的不均勻性,宏觀檢驗(yàn)在很大程度上補(bǔ)充了這方面的不足。宏觀檢測(cè)可以觀察鋼的結(jié)晶情況,鋼的連續(xù)性的破壞和某些成分的不均勻性。標(biāo)準(zhǔn)《結(jié)構(gòu)鋼的低倍組織缺陷評(píng)級(jí)圖》GB1979宏觀常見8種缺陷:偏析、疏松、夾雜、縮孔、氣泡、白點(diǎn)、裂縫、折疊。模具圖片(5張)2.1、退火組織的評(píng)定退火的目的,降低鋼的硬度,便于機(jī)加工,同時(shí)也為后續(xù)的熱處理作組織準(zhǔn)備。精密模具的制造過程包括數(shù)控加工、EDM、磨削等高精度加工工藝,以確保模具的尺寸精度和表面光潔度。蘇州便捷式精密模具維保

7. 升料與頂料單元(1)、升料銷單元:其主要作用是進(jìn)行連續(xù)沖壓加工時(shí)將料條升至凹模上 (位置高度稱為送料高度,并達(dá)到順利送料目的,其形式有:(A).升料銷型 (圓形,純粹升料用),是**普通的升料銷單元。(B).升料銷型 (圓形,設(shè)有導(dǎo)料銷用孔),升料銷設(shè)有導(dǎo)料銷用孔可防止材料承受導(dǎo)引銷之變形及使導(dǎo)引銷確實(shí)發(fā)生作用。(C).升料及導(dǎo)料銷型,兼俱導(dǎo)料功能,連續(xù)模具之導(dǎo)料**常使用此形式升料銷型。(D).升料銷型(方形) 如有需求設(shè)有空氣吹孔。(E).升料及導(dǎo)料銷型 (方形)。吳中區(qū)常規(guī)精密模具有幾種模具設(shè)計(jì)通常使用CAD/CAM軟件進(jìn)行三維建模和仿真,以優(yōu)化模具結(jié)構(gòu)和提高生產(chǎn)效率。

2.沖頭之設(shè)計(jì)沖頭依其功能可大致分為三大部份:(A).加工材料之刃部先端(切刃部,其形狀有不規(guī)則形、方形、圓形等)。(B).與沖頭固定板接觸部(固定部或柄部,其斷面形狀有不規(guī)則形、方形、圓形等)。(C).刃部與柄部之連結(jié)部份 (中間部)。沖頭各部份之設(shè)計(jì)基準(zhǔn)分別從 (A).切刃部長(zhǎng)度,(B).切刃部之研磨方向,(C).沖頭之固定法及柄部之形狀等方面簡(jiǎn)述之。3. 沖頭固定板之設(shè)計(jì)沖頭固定板之厚度與模具及荷重之大小有關(guān)系性,一般上為沖頭長(zhǎng)度之30~40%,還有沖頭引導(dǎo)部長(zhǎng)度宜高于沖頭直徑之1.5倍
(2)壓縮成型俗稱壓制成型,是**早成型塑件的方法之一。壓縮成型是將塑料直接加入到具有一定溫度的敞開的模具型腔內(nèi),然后閉合模具,在熱與壓力作用下塑料熔融變成流動(dòng)狀態(tài)。由于物理及化學(xué)作用,而使塑料硬化成為具有一定形狀和尺寸的常溫保持不變的塑件。壓縮成型主要是用于成型熱固性塑料,如酚醛模塑粉、脲醛與三聚氰胺甲醛模塑粉、玻璃纖維增強(qiáng)酚醛塑料、環(huán)氧樹脂、DAP樹脂、有機(jī)硅樹脂、聚酰亞胺等的模塑料,還可以成型加工不飽和聚酯料團(tuán)(DMC)、片狀模塑料(SMC)、預(yù)制整體模塑料(BMC)等。一般情況下,常常按壓縮膜上、下模的配合結(jié)構(gòu),將壓縮模分為溢料式、不溢料式、半溢料式三類。適用于處理模具復(fù)雜形狀、窄縫、深腔等部位,與高速銑削相結(jié)合,進(jìn)一步提升了加工精度。
(4)、導(dǎo)引銷單元有直接型,其裝設(shè)于沖頭內(nèi),主要用于外形沖切(下料加工) 或引伸工程之切邊加工,其位置定位系利用制品之孔及引伸部?jī)?nèi)徑。6. 導(dǎo)料單元(1)、外形沖切 (下料加工) 或連續(xù)沖壓加工時(shí),為使被加工材料之寬度方向受到導(dǎo)引及得到正確的送料節(jié)距,乃使用導(dǎo)料單元。(2)、料條寬度方向之導(dǎo)引裝置,導(dǎo)引方式有:(A).固定板導(dǎo)引銷型,(B).可動(dòng)導(dǎo)引銷型,(C).板隧道導(dǎo)引型 (單塊板),(D).板導(dǎo)引型 (兩塊構(gòu)成),(E).升料銷導(dǎo)引型 (有可動(dòng)式、固定式及兩者并用之。細(xì)微細(xì)節(jié)表現(xiàn):能夠精確控制細(xì)微細(xì)節(jié),如紋理、圖案、文字等,提升產(chǎn)品的美觀度。蘇州便捷式精密模具維保
鎖模力:在精密注射成型過程中,一般都需要很高的注射壓力,否則很難成型。蘇州便捷式精密模具維保
但是當(dāng)熔融物料擠出速率達(dá)到某一限度時(shí),擠出物表面就會(huì)變 得粗糙、失去光澤,出現(xiàn)鯊魚皮、桔皮紋、形狀扭曲等現(xiàn)象。當(dāng)擠出速率進(jìn)一步增大時(shí),擠出物表面出現(xiàn)畸變,甚至支離和斷裂成熔體碎片或圓柱。因此擠出速率的控制至關(guān)重要。(4)壓注成型亦稱鑄壓成型。是將塑料原料加入預(yù)熱的加料室內(nèi),然后把壓柱放入加料室中鎖緊模具,通過壓柱向塑料施加壓力,塑料在高溫、高壓下熔化為流動(dòng)狀態(tài),并通過澆注系統(tǒng)進(jìn)入型腔逐漸固化成塑件。此種成型方法,也稱傳遞模塑成型。壓注成型適用于各低于固性塑料,原則上能進(jìn)行壓縮成型的塑料,也可用壓注法成型。但要求成型物料在低于固化溫度時(shí),熔融狀態(tài)具有良好的流動(dòng)性,在高于固化溫度時(shí),有較大的固化速率。蘇州便捷式精密模具維保
蘇州歐尚德精密機(jī)械有限公司在同行業(yè)領(lǐng)域中,一直處在一個(gè)不斷銳意進(jìn)取,不斷制造創(chuàng)新的市場(chǎng)高度,多年以來致力于發(fā)展富有創(chuàng)新價(jià)值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的商業(yè)口碑,成績(jī)讓我們喜悅,但不會(huì)讓我們止步,殘酷的市場(chǎng)磨煉了我們堅(jiān)強(qiáng)不屈的意志,和諧溫馨的工作環(huán)境,富有營(yíng)養(yǎng)的公司土壤滋養(yǎng)著我們不斷開拓創(chuàng)新,勇于進(jìn)取的無限潛力,歐尚德供應(yīng)攜手大家一起走向共同輝煌的未來,回首過去,我們不會(huì)因?yàn)槿〉昧艘稽c(diǎn)點(diǎn)成績(jī)而沾沾自喜,相反的是面對(duì)競(jìng)爭(zhēng)越來越激烈的市場(chǎng)氛圍,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難,激流勇進(jìn),以一個(gè)更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 張家港銷售感應(yīng)式編碼器生產(chǎn)廠家 2025-11-05
- 蘇州常規(guī)感應(yīng)式編碼器推薦廠家 2025-11-05
- 常熟比較好的工裝夾具選擇 2025-11-05
- 虎丘區(qū)通用感應(yīng)式編碼器推薦廠家 2025-11-05
- 高新區(qū)購買感應(yīng)式編碼器有幾種 2025-11-05
- 常熟比較好的感應(yīng)式編碼器有幾種 2025-11-05
- 姑蘇區(qū)比較好的感應(yīng)式編碼器選擇 2025-11-05
- 張家港一體化精密模具銷售公司 2025-11-05
- 江蘇本地工裝夾具報(bào)價(jià) 2025-11-05
- 相城區(qū)便捷式感應(yīng)式編碼器設(shè)備廠家 2025-11-05
- 小型骨架油封 2025-11-05
- 上海定做壓力烤箱廠家直銷 2025-11-05
- 蘇州國(guó)產(chǎn)母版拼版機(jī)哪家好 2025-11-05
- 湖北盾構(gòu)機(jī)油缸多少錢 2025-11-05
- 高唐定制大型龍門刨床廠家現(xiàn)貨 2025-11-05
- 上海好的智能倉儲(chǔ)解決方案 2025-11-05
- 河北換熱器OEM代加工銷售電話 2025-11-05
- 廣東閥門電磁閥總成定制價(jià)格 2025-11-05
- 云南新材料化工生產(chǎn)怎么解決真空出料問題減壓蒸餾出料泵 2025-11-05
- 河北保溫塑料管道焊接機(jī) 2025-11-05